





基于台达PLC在食品脱氧剂投入机控制系统中的应用
出处:sillboy 发布于:2011-08-31 20:15:20
1 引言
此系统属于食品机械的投入机的控制系统,系统包括触摸屏、可编程控制器、伺服、编码器、步进电机等,投入机主要功能是把呈带状脱氧剂或者是干燥剂,进行切断,然后按要求投入到包装线。
2 食品脱氧剂投入机工艺
因为属于机械设备的系统,另外,要求也高一些,所以工艺过程相对复杂一些,主要要求如下:通过设定不同的料袋长度尺寸和间距,可以加工4种规格的产品;要求实际偏差不得超过±5mm;要求在连续运行时的加工速度要能达到每分钟170个;要求刀速和步进的速度都能有四个档的调整;要求具有生产计数的功能,可实现计数有效无效的切换。工艺过程如图1所示。
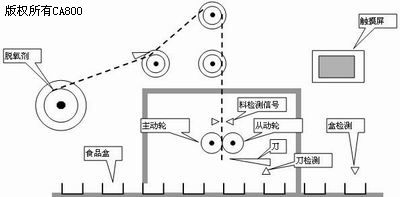
图1工艺过程
3 系统设计
3.1电控系统设计
(1)PLC系统需求分析。6个数字量输入;3个数字量输出;1个伺服控制;1个步进控制;1个由AB相的编码器发出的高速脉冲计数。
(2)控制系统配置设计。触摸屏:台达DOPA57GSTD;PLC:台达DVP12SC11T ;伺服控制器:台达ASD-A021LA;台达编码器ES3-06CN6941;步进驱动器和电机;料检测接近开关;刀位检测接近开关;外部连动接近开关。
触摸屏主要是用来显示和控制、报警、报警上下限设定、采集数据显示微调、报警数据显示、记录产量等;PLC主要是采集数据并计算,控制伺服电机和步进电机的动作,报警的判断和输出;伺服电机的作用是用来使切刀可以快速的切断干燥剂,并且准确的归位;步进电机的作用是快速的进料,并且进料要十分的准确;编码的作用是把从动轮的转动的实际角度采集出来,送给PLC。
3.2控制软件功能设计
(1)系统的功能要求。可以设定干燥剂的长度和间距,以便可以切不同规格的干燥剂;
(2)HMI(触摸屏人机界面)画面设计。主页;控制画面;参数设置画面;步进速度设置画面;切刀速度设置画面;报警画面。
(3)PLC模块设计。刀和步进速度设定;运行方式控制;复位状态控制;计数功能。
4 机电系统调试
4.1 机电位移脉冲当量
通过反复的试验得到一个试验值:就是料每移动1mm编码器的脉冲数是多少个,在这台设备上得到的数据是,每移动1mm编码器的脉冲数是5个,而且相对准确。
4.2 伺服频率当量
通过反复试验得到两个数值:就是为达到每分钟加工速度为170个,那么对步进和伺服发出的脉冲频率是多少,经过试验得到的数据是步进额为4KHz。
4.3 料位检测
调整料检测的高度也是一个比较关键的环节,如果不能调整好高度会对切断的准确性起到决定性作用。
4.4 前机时间
投入的准确性是靠调整前机时间来保证的,在食品盒到达投入口正下方之前要进行切断动作,而食品盒到达投入口正下方时干燥剂要正好投入到食品盒当中,送料停止到切刀切断之间的时间就是前机时间。
5 结束语
此设备的使用台达的机电产品比较多,整合性能比较好,为客户降低了大量的成本,是单一电控技术平台为客户降低成本的很好的实例。针对国内食品机械的自动化程度较低的现状,还有很多自动化应用工程空间。食品脱氧剂投入机使用了台达的SC系列PLC来控制台达伺服系统,达到了使用要求。
参考文献:
[1]. PLC datasheet https://www.dzsc.com/datasheet/PLC_1248813.html.
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- TI - MCU 如何在机器人电机控制设计中提高系统性能2024/4/24 15:56:54
- 三相电机:类型和工作原理2024/4/22 16:56:46
- 直流发电机组件2024/4/15 17:35:29
- 固态继电器的结构组成和接线方法2024/4/9 17:51:55
- 电机驱动器的工作原理和功能特点2024/4/9 17:50:29



