





OLED喷墨打印工艺,详细数据与细节介绍
出处:电子产品世界 发布于:2018-08-02 13:33:33
OLED喷墨打印
主要是使用溶剂将OLED有机材料融化
然后将材料直接喷印在基板表面形成R(红)、G(绿)、B(蓝)有机发光层
今天为大家准备的内容就是
喷墨打印过程中的材料以及其工艺、难点剖析
喷墨打印聚合物材料
由于聚合物分子量较大,主要采用溶液加工成膜,如旋涂或印刷,而喷墨打印技术被证明是制备发光聚合物溶液的方法。1990年,RichardFriend等人在剑桥大学卡文迪许实验室发现聚合物的电致发光特性,并制作了聚合物发光二极管(PLED),此后,PLED显示引起了人们极大的关注,被认为是有希望应用于制造下一代平板显示器。
1998年,Hebner等人首次利用喷墨打印技术制备掺杂的聚合物发光薄膜及PLED显示屏。
同年,Bharathan和Yang等人利用Epson桌面印刷设备喷墨打印了水溶性导电墨水PEDOT,制备了单色PLED电子标签。
1999年,他们同时使用旋涂与喷墨打印两种工艺成功制备了双色PLED显示屏,并在美国SID上展示了第1台使用喷墨打印技术制作的全彩PLED显示屏,自此之后,美国Dupont显示公司等多家研发机构,使用喷墨打印技术先后研发出了各自的全彩PLED显示屏。
2000年,Kodayashi等人[22]利用Epson设备,在旋涂了电子传输材料聚二辛基芴(F8)的基板上,打印红、绿发光聚合物材料——对苯乙烯撑(PPV)溶液,他们成功地把发光材料印刷到薄膜晶体管上,并显示红、绿、蓝彩色图像。
2002年,Duineveld等人报道了基于喷墨打印制备的真彩色80ppi的有源(AM-PLED)和无源PM-PLED显示屏。
2004年,SeikoEpson公司使用拼接技术制成了对角线102cm,厚度仅2.1mm,寿命达2000h以上的喷墨打印全彩色PLED显示屏。
2010年,Singh等人制作了基于喷墨打印技术的OLED显示屏,发光材料是含铱原子的大分子磷光染料,空穴传输材料为聚(9-乙烯咔唑),电子传输材料为PBD。他们制作的喷墨打印显示屏发光亮度达6000cdm-2,开关电压较低为6.8V(5cd·m-2),量子效率相对较高为1.4%。通过改善染料化学结构和印刷薄膜的形貌,他们获得了发光亮度为10000cd·m-2的结果。
近几年,人们为提高显示屏的像素分辨率、薄膜均匀性和延长寿命等做出了大量的努力,喷墨打印沉积光电材料的研究越来越活跃,而且证明了显示屏的空穴传输层、发光层以及阴极材料,都可使用喷墨打印技术制备,为全印刷显示屏的实现打下了基础。
虽然高效率、可打印的聚合物发光材料已有较大发展,喷墨打印设备以及相关成膜工艺,基本上都能满足制备高分辨率显示屏的要求,然而,发光聚合物的性能仍然需要研究者继续努力,开发出发光效率更高、寿命更长且成本低廉的聚合物材料,才能满足日益增长的市场需求。
喷墨打印小分子材料
目前,聚合物发光器件(PLED)的效率(6~8cd/A)和寿命一般较低,而小分子发光器件(SM-OLED)具有明显的性能优势,如高效率(84cd/A)和长寿命等。PLED在应用上仍然存在局限性,而通过热蒸镀工艺加工的多层磷光小分子发光显示器件(SM-OLED)可达到更高的效率。
Xia等人把这些传统的热蒸镀小分子材料,通过喷墨打印的方式制作薄膜,并制备出性能较好的磷光小分子发光器件,喷墨打印小分子的研究也因此引起了人们更多的关注。
获得高质量的功能薄膜是制作高效率、长寿命器件的必要条件。但一般的小分子材料成膜性较差,液膜在基板上干燥过程中,容易发生去润湿而形成不连续的薄膜,对此,可以通过两种途径来提高小分子自身的成膜性。一是增加分子体积和烷基链长,设计合成溶解性和成膜性好的分子;二是向小分子材料中添加聚合物材料来提高成膜性。
此外,改变基板表面的物理化学性质,同样可以提高材料的成膜性。Sirringhaus等人在疏水材料图案化的亲水基板表面喷墨打印水溶性材料,获得了高分辨的聚合物电极。
Hendriks等人在热压雕花基板表面打印制作纳米银墨水导线,接触角较小时,墨水通过毛细作用会被吸入通道。因为小分子溶液的流体特性主要取决于溶剂的性质,虽然人们大量研究了溶剂对小分子成膜性的影响,但是溶剂对小分子成膜性的影响是十分复杂的。
喷墨打印阴极
与蒸镀小分子原理相同,OLED器件的阴极一般也是通过真空蒸镀工艺制作,而用到的蒸镀设备和掩模板比较昂贵。
用喷墨打印技术制备阴极,可大幅度降低成本,的难题在于大面积均匀成膜。
在全印刷工艺制备OLED显示屏的研究中,关键是可印刷阴极墨水的开发和大面积成膜技术的实现。其难度主要在于:
1
必须保证阴极材料与有机功能层的亲和性,确保印刷的阴极能稳定成膜;
2
必须保证印刷图案的精细度,确保显示图像的高分辨率;
3
必须避免阴极胶浆对底层的破坏;
4
必须保证载流子的有效注入,以确保的高亮度、高效率的显示性能。
喷墨打印OLED显示屏工艺
喷墨打印功能薄膜时,液滴间距(μm)和液滴体积(pl)需达到较高的才能满足薄膜的均匀性和厚度的要求。
液滴定位或体积的微小变化,都有可能引起显示屏像素坑发光亮度不均匀甚至短路完全不发光,从而导致OLED显示屏出现大量缺陷。
OLED功能层不仅要求膜厚均匀,而且还要保持其自身的光电特性,所以薄膜形成过程中溶剂必须干燥去除;
同样,墨水中的其他添加剂也必须去除至含量,以免影响有机半导体薄膜的性能。
因此,喷墨打印制备OLED显示屏技术的发展,不仅带动了喷墨打印机/打印头的发展,也引起人们对墨水配方、墨水/基板界面接触特性以及干燥过程等课题的高度重视和深入研究。
像素坑尺寸与喷墨打印液滴的计算
OLED显示屏由像素阵列组成,每个像素又由红、绿、蓝3色的子像素坑组成,一般其几何形状为下图所示的圆角矩形。
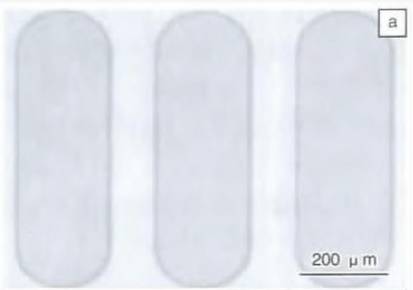
而像素坑的尺寸和个数是由显示屏的应用特点决定的:
对于高清电视机(HDTV),在像素阵列为1080×1920、尺寸为94~165cm的规格下,子像素坑的尺寸分别为140和250μm;而对于移动设备如智能手机,其像素为广视频图像阵列(WVGA,480×800个像素),7.37~9.65cm的规格下,子像素坑尺寸分别为26μm和35μm。
由于彩色显示屏相邻的子像素坑发光材料的颜色不同,印刷时必须防止溶液溢出到相邻像素坑中,所以在像素坑之间需要创建出低表面能的隔离区,一般使用光刻胶树脂做隔离材料。
向像素坑中打印墨水时,首先要考虑墨水体积是否满足薄膜厚度的要求。
由于像素坑的面积和深度是一定的,墨水体积既要铺满像素坑,又不能溢出像素坑,所以打印墨水的体积是有限的。
假设把浓度为1%(质量分数)的墨水印刷到像素坑中,要求薄膜厚度是70nm。
小像素坑的容积小于满足厚度需求的墨水体积(设液体与基板接触角为70°),即墨水填满像素坑后膜厚仍然小于70nm,说明墨水中固体含量过低,需要增加墨水的浓度并降低印刷体积。
大像素坑中达到70nm膜厚所需要的墨水体积小于润湿体积(设墨水与基板的接触角是15°),即墨水不足以铺满像素坑,说明墨水中固体含量过高,需要降低墨水的浓度并增加印刷墨水的体积。
在墨水浓度和液滴体积都确定的情况下,可根据膜厚要求计算每一像素坑需要的墨水体积和墨滴数量。由于液滴体积是由打印头直径决定的,则可以根据像素坑的尺寸需要选择相应的直径的打印头,像素坑尺寸越小,选择的打印头直径越小,技术要求也越高。
墨水成膜过程控制
喷墨打印OLED显示屏的溶液主要是由光电材料和溶剂等组成,需要从流体特性、铺展程度和干燥成膜几个过程考虑墨水的配制:
1
确保墨水的稳定性,要求溶质的溶解度高或分散均匀,保证液滴稳定以及材料在基板上成膜均匀;
2
溶液的流变性(粘度,表面张力及剪切速率)需满足喷墨打印设备的要求,并能够形成稳定的液滴,包括液滴无卫星点、重复性好、定位等;
3
溶剂不能挥发得太快,防止干燥后的溶质堵塞打印头导致打印失效。
墨水的可打印性主要是由粘度、表面张力和剪切速率变化量决定的,而分子结构和分子量、固体含量以及选择的溶剂是影响这些物理参数的主要因素。
喷墨打印设备对墨水粘度的要求一般在1~20cP之间。
对于聚合物墨水来说,溶质含量越高墨水粘度越大,固体含量一般在0.2%~2.5%(质量分数)之间;
对于小分子来说,溶质含量对溶液粘度的影响很小,一般通过选择高粘度溶剂和加入添加剂等方式提高溶液的粘度;溶剂的沸点和表面张力决定墨水的干燥速率及其对基板的润湿性,所以需要选择物理性质适当的溶剂,达到控制溶质在像素坑中的成膜形貌的目的。
墨水在像素坑中铺展的理想情况是:
液体与像素坑基板接触角小,同时与像素边沿接触角大,以保证液体在像素坑之内不会溢出。
这种润湿特性是通过对像素基板(如ITO)和其边沿材料(如PI)表面进行处理获得的,包括修饰基板材料的结构、制作基板的工艺及表面处理(如等离子、臭氧或溶液处理等)。
液滴在铺满像素坑之后,干燥成膜过程可以用Deegan等人提出的“咖啡环”效应来解释:
液滴在基板上铺展时,表面缺陷等原因会引起溶质在接触线处发生“钉扎”作用,液滴会继续保持此铺展形状,由于接触线处溶剂挥发速度快,溶液会从液滴中部向液滴边缘转移补偿挥发掉的溶剂,终溶质在基板上沉积形成边缘厚中间薄的不均匀薄膜,即“咖啡环”。
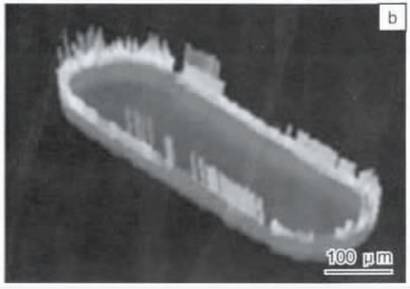
通过加入高沸点溶剂的方法,可降低接触线处溶剂的蒸发速率,还可以形成向内的Marangoni流,使得溶质均匀沉积。上面的图b是白光干涉的三维像素坑照片,从均匀的颜色可看出墨水形成了厚度均匀的薄膜。
可以利用白光干涉仪测量沿着像素坑某一方向(长轴或短轴方向)的薄膜厚度分布图。下面两张图是PEDOT:PSS墨水在像素坑中干燥的薄膜沿某一方向的厚度分布图,图a是喷墨打印单一溶剂墨水的结果,薄膜中间均匀、边沿突起,形成了咖啡环结构;
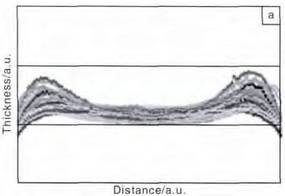
为了抑制这种溶质的不均匀沉积,喷墨打印了重新配制的PEDOT∶PSS墨水(加入高沸点溶剂),边沿墨水干燥时间变长,终形成了下图b所示的膜厚均匀的分布曲线。

液滴定位偏差与控制
喷墨打印机/打印头的重要技术指标包括液滴的定位,喷墨液滴体积,印刷可靠性和产量等。
液滴下落的目标位置由显示屏的几何图案确定,液滴体积主要由打印头直径决定。
由于显示屏的像素尺寸一般在微米量级,分辨率越高要求液滴的体积越小、定位越。比如在像素分辨率为100~150ppi(子像素大小约为85~55μm),35.56cm的彩色显示基板上沉积1~2千万个直径约25μm液滴,液滴定位稍有偏差,就可能引起整个像素基板的印刷错误,所以要求打印头尺寸为10pl左右,液滴下落在±10μm内,才能获得印刷定位、高分辨率的器件。
液滴定位偏差主要是由打印平台的机械偏移和液滴在打印头出口的偏移角度引起的。用于制造喷墨打印显示屏的设备一般都具备的高印刷平台(如气浮轴承平台),其可以达到机械位移的要求。
而液滴在打印头出口处的偏移角度受由打印头的设计和墨水的配方影响,因为用于生产显示屏的打印头都是经过专门设计制造的,对液滴偏移影响越来越小,液滴偏移角一般不超过10mrad。
通过打印头的设计和墨水的优化,液滴偏移角度可达±2mrad,对应的印刷分辨率则可达到200ppi。
此外,通过优化墨水的化学组成、调控基材表面的化学组成或物理结构等方法可以减少喷射墨滴的尺寸或者控制墨滴在基材表面的铺展润湿行为,也可以有效提高喷墨打印的分辨率。
在制作OLED显示屏中,这些提高印刷分辨率的方法都是非常重要的。
基板结构设计
下图是传统的无源有机发光显示屏(PM-OLED)基板(图A,B)和改进的基板(图C)的结构图。其基板是由透明衬底①、电极②、绝缘层PI③、隔离柱RIB④依次层叠构成的(图A)。
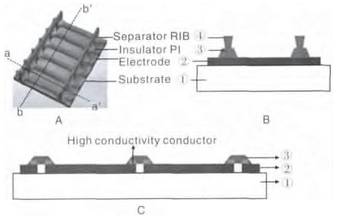
该基板结构虽然解决了使用蒸镀掩模板的高成本问题,但该基板用于全溶液加工技术制备显示屏面临以下3个问题:
1
隔离柱RIB④影响功能薄膜的质量;
2
功能薄膜的不均匀性容易引起阴极的断裂或气孔的出现,导致显示屏出现断路或短路;
3
电极②被刻蚀成条状,增大了透明电极的电阻,易引起器件电流注入困难和显示屏电流密度减小,导致显示屏驱动电压增大,发光亮度和发光效率降低。
Zheng等人设计了新型的适合全印刷的点阵显示屏基板:
在传统基板结构(图3A,B)的基础上,取消隔离柱RIB④,在经过简化的无隔离柱RIB④的基板上,制备减少甚至无缺陷的全印刷有机电致发光点阵显示屏;从加大电极条②的宽度(图C)和发光区内引入高电导率导线(图C),从这两个方面优化基板结构,实现高亮度、高效率、长寿命、低成本的有机电致发光点阵显示屏。
下一篇:LED调光技术与无线协议简析
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- LED 手电筒控制器/驱动器参考设计2023/9/13 16:18:33
- 在 LED 照明和 LCD 背光设计中实现最高效率2023/7/17 15:35:18
- ADALM2000实验:LED作为光传感器2023/5/24 16:33:23
- 如何使用 LED 作为光传感器2023/1/31 15:53:50
- 灯光和 LED自动双输出显示2023/1/11 17:24:36



