





技术分享:超厚5G天线模块制作工艺研究
出处:面包板 发布于:2019-06-15 13:43:34
5G网络作为第五代移动通信技术,其理论传输速度可达每秒数10Gb,这比目前4G网络的传输速度快数百倍;由于其高速率、低时延、低功耗的特点,未来将渗透到物联网及各行各业,与工业设施、医疗仪器、交通工具等深度融合,有效满足工业、医疗、交通等垂直行业的多样化业务需求。同时随着5G网络时代的快速来临,其部件 5G天线模块的需求也越来越多,为满足其特殊性能,部分天线模块设计厚度已达到11.5mm以上;针对此类超厚板,在层压、钻孔、电镀、线路及CNC等工序均面临较大的技术瓶颈。本文从叠层设计优化入手,采用两次分压子部件并提前做好线路及表面处理,然后总压钻孔、再采用二次内定位成型等技术,有效实现了11.5mm超厚板的批量加工,满足了客户特种需求。
该产品的关键技术难点涉及5大块,包括:(1)超厚板盲埋孔+背钻+树脂塞孔技术;(2)超厚板层压技术;(3)超厚板二钻控制技术;(4)超厚板表面处理工艺;(5)超厚板外形加工技术。
针对这些难题,需要对产品结构优化以满足可制造性。客户设计线路为6层,使用4张高频材料对压,成品板厚为11.44mm,考虑到天线模块的设计指标,各层介质厚度无法降低。
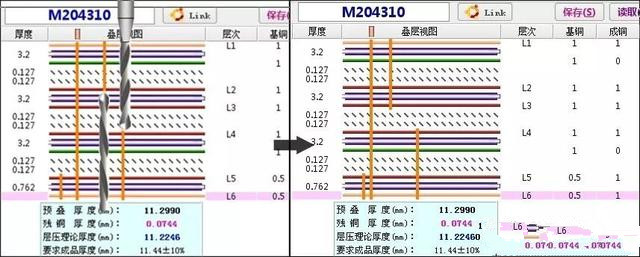
客户原设计金属化通孔+背钻,考虑到11.5mm超厚板压合后在沉铜/电镀/线路/蚀刻/阻焊等工序的困难度,经分析网络连接后,建议客户将原L36+L13背钻取消,更改为L13+L46盲孔互连,结构优化后两次分压厚度为6.7mm+4.3mm,其电镀难度大大降低,且盲孔设计比背钻更利于高频信号传输,如下图1所示。考虑到总压后阻焊及表面处理制作困难,特将流程优化到分压后制作完成,即总压后无需再做阻焊及表面处理。
经上述工艺优化后,11.5mm天线模块加工基本有了可制造性。
图1 优化为两次盲孔分压再总压结构
产品制程设计
超厚板两次盲孔分压
对两次盲孔分压流程设计如下:
①盲孔L1/L3+背钻+树脂塞孔(使用X公司高速板材与高速PP,子部件板厚6.7mm)
流程:内层L10+L23制作→ L1/L3分压 →钻孔→等离子→ 沉铜→一铜
背钻→树脂塞孔→内线酸蚀→内层蚀检
②盲孔L4/L6制作+树脂塞孔(使用X公司高速板材与高速PP,子部件板厚4.3mm)
流程:内层L5/6常规流程制作→L4/L6分压 →钻孔→等离子→沉铜→一铜
→树脂塞孔→内线酸蚀→内层蚀检
考虑到总压后整体板厚达到11. 5 mm左右,在此厚度下制作阻焊及表面处理非常困难,为此特将流程优化到分压后/总压前制作完成,即总压后无需再做阻焊及表面处理。
此外层压的板边还要设计两组铆合定位孔,便于后续压板可进行对位,如下图2所示。
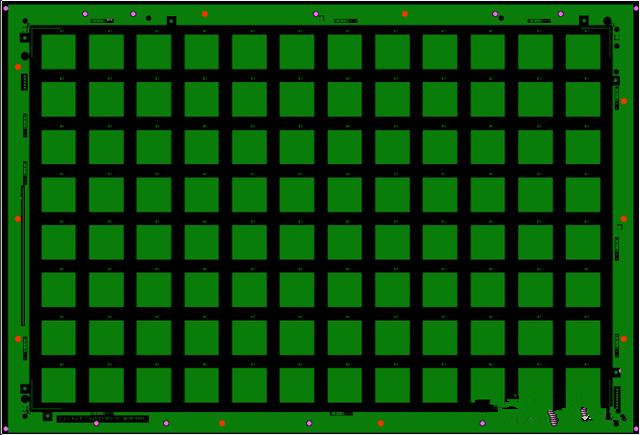
图2 板边两组铆合定位孔设计
总压前还要进行沉边处理,沉边后用8mm长度铆钉即可满足铆合要求。
①L1/3板厚6.7mm,从顶层长边沉边深度3.2mm, 余厚3.5 mm。
②L4/6板厚4.3mm,从底层长边沉边深度2.3mm,余厚2.0mm。
完成总压后进行切片分析,可见切片层间偏移在4.0mil以内,符合客户要求,效果如下图3所示。
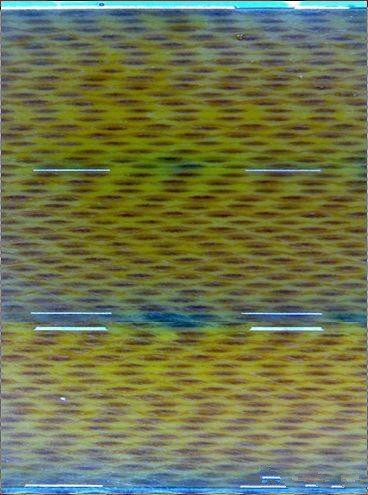
图3 总压后对位切片图
超厚板二钻控制
客户对定位有特殊要求,孔中心位置偏差要求按±0.05mm控制。因此需要预钻小孔,使内层盲孔制作时先预钻小孔,以减少总压钻通孔的阻力,降低断刀风险。同时采用板边菲林孔定位测量涨缩,为钻孔文件提供的尺寸涨缩信息。在钻孔加工过程中,要使用刃长12mm直径1.65mm新钻刀,一步下钻方式,钻透NPTH安装孔,防止分步钻孔造成偏差,效果如下图4所示。

超厚板外形加工及热冲击效果
由于成品板过厚,需要采用正反控深铣的方式加工,外形设计顶层、底层两组文件,从正、反两面各控深6mm做外形加工。此外定位方式以板内1.65mm-NPTH孔做内定位,防止外形偏移。完成加工后检测外形,设计尺寸为32.5mm*32.5mm*11.4mm,实际检验尺寸偏差≤0.10mm,板边光滑平整,符合品质要求,如下图5、图6所示。

图5 外形后边缘质量 图6 外形尺寸测量
对成品进行耐热性测试,在热冲击条件288℃/10S/3次条件下,未出现分层爆板现象。
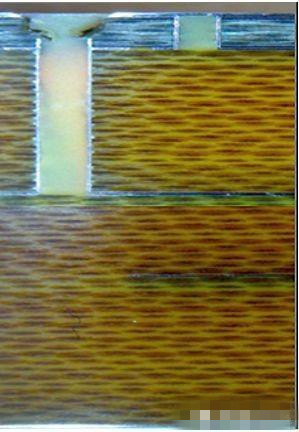
图7 热冲击无爆板分层(热冲击条件288℃/10S/3次)
总结
本文提供了一种11.5mm超厚板的生产加工方法,并通过工艺改进,有效解决了业界常见的技术难题:
1、超厚板层压技术:常规水平线加工板厚上限在7.0mm左右,本次通过结构优化,将通孔+背钻优化为两次盲孔分压,有效满足了超厚板的层压、电镀及蚀刻要求。
2、超厚板表面处理工艺:通过流程优化,将阻焊及表面处理优先在盲孔子部件时制作完成,大大降低了表面处理的工艺难度。
3、超厚板二钻技术:将分步下钻改为预钻小孔+下钻11.5mm通孔、确保孔位控制。
4、超厚板成型技术:采用内定位+正、反控深铣,保证外形公差在±0.10mm以内。
上一篇:模拟信号和数字信号的差异
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- 网桥是什么_网桥如何设置2024/4/12 17:39:56
- TEC 控制器在电信系统中的应用指南2024/4/8 17:43:07
- 什么是5G NR技术?2024/4/8 17:31:58
- OFDMA基本原理2024/4/7 17:45:04
- 一文读懂3GPP到底是什么2024/4/1 17:46:30



