





EP300数控折弯机维修实例分析
出处:电子技术网 发布于:2013-12-19 09:48:59
摘要:本论以EP300数控折弯机为故障维修,通过介绍数控折边机的原理,针对故障问题及对数控折边机伺服系统故障的分析,给出了具体的维修方法及处理过程。
一、数控折弯机的工作原理
Cybelec公司数控折弯机采用的是悬空折弯加工方式,折弯角度的形成是由上模的下降深度决定。在自动方式运行下,系统能根据产品的加工程序,自动控制活动梁(Y轴)下行的深度和折弯压力,成型产品的角度。后定位系统(X轴)定位产品需要加工的位置。较好地保证产品成型的。
数控折弯机上横梁为活动梁Y轴,Y轴工作部分由计算机、2个光栅尺、2个比例闭路阀和1个比例液压阀加上其它常规阀组成。上横梁Y轴它工作原理是根据逻辑设计,采用电气液压控制上横梁的同步运行。比例溢流阀的工作压力很大程度上依靠电流对电磁的供应及液压油的流量。它控制折边机液压系统的主压力,主压力的大小由数控系统根据程序要求输出0~10V直流电压通过双通道比例伺服阀放大器MVP403转换成0~3安电流控制主压力。比例阀在液压油路中可以调动活动梁升降速度、加速度和减速。比例阀需要依靠控制器电流的改变来控制活塞的行程。任何变化如电流、上升或下降均需通过修改控制器的参数来实现。分辨率为200p/mm的光栅尺反馈定位活动梁的行程。数控系统控制电箱、控制器、线性光栅尺及数字液压系统。他们之间的通讯保证了数控折弯机性能优良、传动准确。两个活塞的整个行程是同步的,由数字讯号控制,避免其它信号的干扰。
百超(天津)机械有限公司生产的EP300数控折弯机,机床编号为173-010本机床采用的也是瑞士Cybelec公司的数控系统。以下是故障维修分析。
二、故障现象
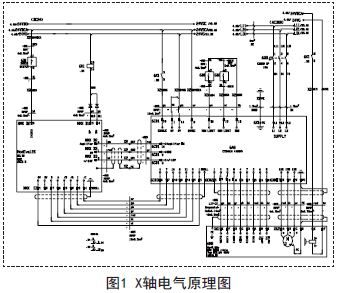
机床开机以后,油泵电机能正常启动。上横梁Y轴能自动回到上参考点,后挡料靠模X轴回原点时不能动作,报警为X轴伺服错误。在手动方式下X轴也不能动作。X轴电气原理图如图1所示:
百超(天津)机械有限公司生产的EP300数控折弯机,机床编号为173-010本机床采用的也是瑞士C y b e l e c公司的数控系统。以下是故障维修分析。
三、故障分析
根据故障现象由简到易、由外到内的由表及里进行故障源查找及分析得出可能产生的原因有:1.X轴伺服电机伺服卡NMX供电回路故障。2.X轴使能未满足。3.X轴与主板通信错误。4.X轴伺服电机故障。
5.X轴伺服电机检测和反馈回路故障。6.X轴伺服电机抱闸单元故障。7.X轴伺服驱动和电机参数出错。
四、解决办法及处理过程
1.X轴伺服电机伺服卡NMX供电回路的检查处理过程
靠模X轴不动作,首先要检查直流电源24V是否正常。X轴伺服电机伺服卡NMX的电源由电源模块提供的直流24V,连接到伺服卡NMX的 B1端口1号,2号接线柱。
经检查直流24V已经加载到伺服卡NMX.
2.X轴使能的检查处理过程
要满足伺服卡NMX的使能输出,先觉条件是靠模没有碰撞到X轴限位开关的常闭触点。经检查X轴限位开关正常。伺服卡使能正常时通过B1端口4号,5号接线柱途经两个二极管和接触器6K1常开触点闭合后加载到数控系统主板CBY4010的6CD1端口15号接线柱。机床报警ENC未连接,主板未被加载使能信号便是原因之一。经检查接触器6K1未闭合,由于报警X轴伺服错误使能信号没有加载到主板。
3.X轴伺服卡与NC主板通信的检查处理过程
a.X轴伺服卡B2端口Amplifier ok线与NC主板6CD1端口Amplifier ok线检测。
b.X轴伺服卡B3端口直流10V电压加载到NC主板6CD1端口检测。
c.X轴伺服卡E2端口与NC主板6C0D端口数据通信检测。
经检查通讯连接正常。
4.X轴伺服电机的检查处理过程
X轴伺服电机是交流伺服电机,电机转速为8500 r/mm.首先检查接口是否牢靠,连接电缆有无短路和开路。接着测量380V是否加载到电机。然后对电机绕组进行相间绝缘检测和对地绝缘检测。经检查X轴伺服电机正常。
5.X轴伺服电机检测和反馈回路的检查处理过程
X轴伺服电机的位置检测采用的是编码器,编码器的分辨率为266.144 p/mm.
检查编码器的接口是否牢靠,连接电缆有无短路和开路。经察看机床参数,X轴伺服电机编码器已经设置出错管理为提示。
机床没有X轴编码器报警,因此编码器正常。
6.X轴伺服电机抱闸单元的检查处理过程
首先检查电机抱闸输入的24V直流电源是否正常。接触器6K1一组常开触点闭合后加载到数控系统主板,一组常开触点闭合后加载到X轴伺服电机抱闸。由于报警X轴伺服错误,接触器6K1未闭合,X轴伺服电机抱闸没有打开。因此X轴带动的后挡料靠模不能动作。
7.X轴伺服驱动和电机参数的检查处理过程
X轴参数项较多,并且与其它轴的也有许多不一样,查找和修改的时侯要谨慎并做好记录。以下仅列出一些较为重要的参数。

机床参数中的X轴默认值为出厂时已经设置好的,为一般基础设置。使用单位可以根据自己使用的实际状况做出一些调整,更加适应本单位的需求。由于人为原因或者系统软硬件出错,造成的参数错误或者缺失,机床会报出相应的报警。在报警未消除以前,机床的相应功能无法使用。这故障的原因便是机床参数导致的报警。彻底的解决方法是,调用出保存在硬盘中的机床参数备份进行全面覆盖,故障得以解决。
五、总结
数控机床的维修需要掌握机床的基本操作,对机床的软硬件都必须了解。通过这次故障的处理,从找到故障点到排除故障我记忆深刻,有不少的收获和提高。机床出现报警号的原因由于缺少详细的解释说明,对故障现象更需深层的了解。对引起报警原因的多个方面做出细致的比较与分析,优化检查的顺序与方法。对发现的问题进行综合的分析彻底查找出故障。这是我对数控折边机维修工作的一些认识和理解。(作者:杨庆徽)
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- 电机启动器第8部分:变频驱动器故障的原因2024/4/7 17:35:49
- 可编程逻辑控制器故障排除2024/2/21 17:19:58
- 如何对 VFD 进行外部故障排除?如何排除 VFD 内部故障?2024/1/5 16:43:58
- 剖析电动机故障2023/12/29 16:47:44
- 变压器维护及故障检查2023/12/20 17:06:52



