





基于ARM7的LED回流焊机温控系统的设计
出处:电子技术网 发布于:2013-06-25 11:19:08
摘要:为满足贴片封装LED元件焊接时温度的要求,设计了一种智能LED回流焊机温控系统.硬件部分,用LPC2148和传感器DSl8820为组成温度测量及控制系统,再通过液晶显示屏(128×64)将其所处的状态及实时温度曲线显示出来.软件部分,用嵌入式实时操作系统u C/oS.Ⅱ,搭建了一个任务管理平台,可以克服传统的采用前后台控制和中断响应方式所难以很好解决的实时响应差.控制效率低的缺点.实际运行结果表明该系统稳定性好,可靠性高,维护简单.
0引言
插件UD的耗材和人工成本高,严重影响了LED高效节能灯的推广应用;而贴片封装LED元件更适合自动化焊接,焊接时在大于其100.200倍的铝基散热片上,要求较低的焊接温度,较好的散热效果,现有的自动回流焊机和焊接工艺不能满足其要求,焊接设备不配套成为u?D照明灯发展.推广的瓶颈.
本文设计了一种基于ARM7的嵌入式u C/OS-II实时操作系统的LED回流焊机温度控制系统.本产品能预设八条曲线,每一条曲线有五个段,每一段的加热时间可改动.用户可根据焊料所需的加热温度和时间来从重新设置加热曲线.本温控系统的硬件.软件设计如下.
1硬件平台设计
本系统选用Philips公司的AItM7(LPC2148)作为控制系统的处理器.本系统主要由MPU?热电偶测温器件.放大元器件等组成.
LPC2148是这个温控模块的,按结构可分为六个部分:温度采集电路.人机交换电路.中央处理器电路.灯管控制.通信电路.存储电路,为了防止通道干扰,5路A/D间隔使用,这样就避免了通道切换时相邻通道之间的干扰;5路K型热电偶采得的温度信号值经过低压放大器27L2C放大,输入到LPC2148的采样模块中;经光耦隔离,由输出控制电路控制5路固态继电器,继而控制加热管的电流通断比来完成;整个运行过程有LCD屏全程显示,操作人员通过键盘向该设备发送命令;LPC2148内部嵌有USB设备控制器可用来完成与下位机的通信.
温控模块的硬件结构框图如图1所示.

2部分硬件电路设计
2.1删系统电路
本设计采用ARM7(LPC2 148)作为主控芯片,其优点是处理速度快.性价比高.资源丰富并且工作稳定可靠.图2即是ARM的系统图.
11.0592M的晶振和两个20pF电容为系统提供稳定的工作频率,然后再经ARM内部锁相环倍频使其工作频率.

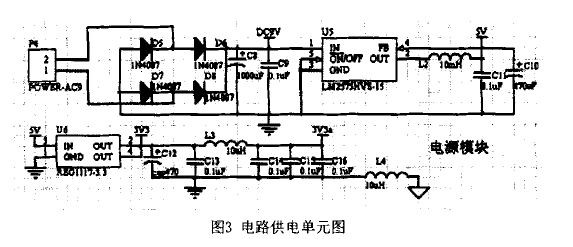
2.2电路供电单元
市电AC220V经由变压器Tl降压为9V交流电,D5?D6?D7?D8组成全桥整流电路,将正弦波电压转换为单一方向的脉动较大的电压,再经由滤波电容变换为脉动较小.交流分量较少的直流电压,作为稳压电路的输入.LM2575与LMlll7构成稳压电路,终输出5V?3.3V的稳定电压.通过10 u H电感将模拟电路与数字电路的电源和地隔离.
如图3.
2.3温度采集电路
温度采集电路主要由廉价的k分度热电偶和低压运放27L2低频小信号放大器组成,热电偶测得的信号经检波二极管D10滤除杂波,通过旋动电位器可调整放大倍数,放大倍数为(R10+RB2)/R1l?放大的信号经ARM内部AD转换后ARM即可读取对应的数值,再经进一步的运算即可得到所测环境温度值.
图4温度采集电路.

2.4控制.报警电路
在此电路中74HC245的作用是信号功率放大.
此设计的控制器件主要由固态继电器组成,而为了增加控制器输出的控制能力,特在控制器的端口处增加74HC245驱动芯片.当控制器检测到实际温度超出设置温度20摄氏度以上或有其它以上情况,控制器对PO.29和Po.30输出低电平,从而发出声光报警信号.电路如图5所示.

3软件设计
3.1嵌入式实时操作系统恤c/OS.II
市面上的回流焊,一般是由高成本的LPC或单片机经过简单的前.后台系统进行控制.本系统软件部分用嵌入式实时操作系统u C/0S.II,搭建了一个任务管理平台,通过实时内核对多种任务进行调度.管理,完成对LED回流焊机的温度控制.采用u c/OS.II为基础操作平台的工业控制系统,可以克服传统的采用前后台控制和中断响应方式所难以很好解决的实时响应差.控制效率低的缺点.实际运行结果表明本系统稳定性好.可靠性高.人机界面友好.
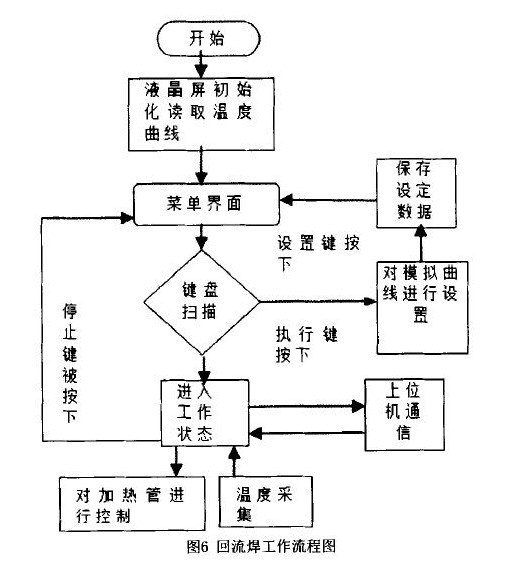
3.2温控系统应用程序的设计
为了实现软件系统的功能,需要具体编写以下六种工作任务及流程图.
(1)按键处理.此任务主要完成键盘扫描工作.用户可以通过键盘对系统进行控制,如改变运行状态.修改相关的参数等,系统必须做出及时的处理,因此在系统中把它的优先级设为,一旦有键被按下,系统就能够做出响应完成相应的功能.
(2)LCD显示.此任务用于刷新LCD显示的工作.模拟曲线.系统的运行状态.各路的温度值.错误指示及其它各种信息需要及时地通知用户,当有关的信息发生改变时,需要调用此任务更新显示.
(3)uSB通信.在设计中,通信任务~方面接收PC发来读写命令帧,对其进行分析处理后,做出相应的响应,从而实现PC机对其进行控制;另一方面也要把相关信息按要求组成相应的帧,发送给PC机.
(4)控制运算输出.此任务是重要的一环,当任一路温度转换结束后,都会发信号给控制运算处理任务进行处理,控制运算处理任务接到信号后,对信号分析之后,对要处理的测量结果进行转换查表等处理,算出实际温度值,一方面调用基于时间的PID控制算法加以决策处理,发信号给输出任务加以控制,另一方面也发信号给LCD显示任务更新显示.进而对各路继电器进行控制,从而实现温度调节.根据控制运算任务决策结果,负责各继电器占空比的调节.
(5)信号的采集处理.此任务采用定时方式对各路温度信号进行采集,负责通道的选择,对27L2转换结果进行读取.根据设定,取转换结果的前16位,用一个无符号整数进行保存,然后存于温度存储区.并发信号给控制运算任务进行转换.
(6)数据读写存储.该段程序完成对数据的保存与读写.当用户需要根据特定锡膏和PCB板重新设定曲线时,需要调用该程序将要保存的数据写入CATl025?当调用用户自定义回流焊曲线时,再将保存的数据从CATl025中读取.
4温度测试实验
温度测试仪用于测试回流炉炉温曲线,即焊点温度和加热时间的关系曲线.通过测试,考察设定温度是否符合焊接要求,达到参数设定的目的.
衡量回流炉质量优劣重要的两个指标是加热和均匀稳定性.通过横向温度均匀性试验证明,炉温横向均匀性误差不超5℃.实际测量曲线与标准曲线的比较反映了加热满足要求.
5结束语
本设计实现了下面三方面的功能:1)采用智能受控水平热风加智能受控快速红外线,彻底满足贴片封装LED所要求的较低的焊接温度要求;2)采用删作为主控芯片,将现在普遍使用的多段式回流焊机,设计成连续按标准温度曲线焊接LED发光灯,控温准确.高效.可靠.热冲击小.寿命长;3)高性价比.高可靠性.低功率,生产成本比同类产品降低60%?操作界面友好.维护简单.
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- EPS Global - 谁需要嵌入式安全?2024/4/22 15:39:31
- 什么是嵌入式SoC2024/4/3 16:20:28
- EasyARM-i.MX283(7)A 默认供电方案2024/3/28 17:39:53
- EasyARM-i.MX283(7)A 的快速入门2024/3/27 17:29:30
- 非线性数字滤波器:用例和示例代码2024/3/14 16:34:20



