





埋嵌子板的HDI板制作工艺研究(一)
出处:电子技术网 发布于:2013-08-09 18:30:57
摘 要 通过对埋嵌子板高密度互连结构PCB中局部混压工艺难点进行分析,对铣槽控制、子母板偏移、板面流胶及阻胶方法控制等进行研究,通过试验评估了不同定位方式、不同开槽补偿方式、不同阻胶排板方式及边缘刮铜等设计,找出了工艺难点的有效解决方法,完善了埋嵌子板高密度互连结构PCB制作工艺,经批量生产应用,验证了该工艺可行性。
1 前言
随着电子通讯技术的快速发展,对电子产品设计及制作提出了更高的要求;应运而生的是新技术、新产品的设计思路不断日新月异、推陈出新;埋嵌入子板高密度互连工艺技术(图1)正是在此背景下,打破了传统的设计思路,集合了多结构、多元器件整合互连;在一块选择性局部互连混压工艺PCB板中同时设计有走高频、走低频线路应用等。这一设计主要优点在于:
(1)集成了高频、低频线路设计,提高了产品电器性能,缩短了走线距离,减小了信号损耗,提升了传输速度;同时,高低频混合,实现了高频技术应用于高多层线路板技术应用;
(2)降低了板厚度,减少了PCB板面积,缩小了装配空间;
(3)降低了PCB板设计制作成本,减少了PCB采购成本;
(4)支持了数字部份高密设计所需,集成了多功能设计为一体,为设备小型化提供了基础。

该项技术可以为OEM设计提供新思路,新方法,此项设计工艺特点,是通过局部混合高频材料结构互连来达到减小高频特殊材料使用量,降低材料成本,减少信号损失及信号干扰等问题,解决同一高多层PCB板中高低频设计不能兼顾的缺点。通过嵌入子板高密度互连工艺技术应用,可满足OEM厂家多功能高低频集成设计的需求。此项创新设计技术,必将带来电子技术的革命性发展,未来的电子产品需求具有非常大的应用前景。因此,嵌入子板高密度互连工艺技术及应用是未来电子技术发展的重点,谁能先拥有该技术,谁便能占领市场先机;同时,提高了企业竞争力与工艺技术能力;据市场调研预期,嵌入子板高密度互连工艺技术及产品,未来应具有较好的技术应用前景及市场空间;将在3G、4G产品上批量设计应用,未来具有批量非常大应用需求。
然而,嵌入子板高密度互连工艺产品前期在开发研究开发时,发现一些工艺难点问题,特别是子板偏移及局部混压界面残胶无法有效去除问题,此难点将制约批量生产制作。因此,为适应未来批量产品制作,急需解决嵌入子板高密度互连混压工艺难点问题,满足批量生产制作工艺可行性。
2 产品设计
嵌入子板高密度互连结构PCB产品设计示意图如图2.在一普通FR4材料整板中,设计局部位置嵌入RO4350B等高频材料子板,在同一电子线路板中,即实现了低频电子元器件功能设计所需,又实现了局部位置高频电子元器件设计所需;通过设计局部位置混压,实现了同一块印制线路板中既有高频信号线,又有低频电子信号线设计。

同时,在局部混压板中,又可设计有背钻、盲埋铜块、铣阶梯槽等制作工艺技术。
3 工艺难点分析
嵌入子板高密度互连结构工艺PCB产品,经前期预研及小批量生产试验验证后,解决了部份工艺问题,但仍发现该工艺存在铣槽控制易超标、子板偏移、铣槽错误导致排板放错、板面流胶大、板面残胶不能完全去除等,由于板面有残胶去除不净,电镀包覆,热应力后会出现电镀层分层现象;因此,子板偏移、板面残胶去除不净均需作报废处理,见表1.

从表1分析可归纳出,局部混压工艺难点主要在于铣槽及其控制、铣板定位控制、层压子板板面流胶及流胶去除控制。这些工艺难点若不能有效解决,势必严重影响批量板生产工艺控制及成品品质等。
4 制作工艺研究
4.1 铣槽及定位研究
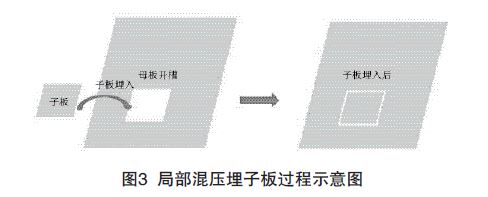
从嵌入子板高密度互连结构PCB产品设计示意图(图2)可知,要实现将子板嵌入母板中(图3),并实现完全匹配:交界处间隙又不能过小或过大,过小则易造成排板时子板无法有效放入及利用四边卡位固定,压板时易造成子板偏移等异常;过大时需要填充的胶量较多,则会造成缝隙位置填胶困难。因此,对子板外形尺寸和母板开槽尺寸控制提出了较高的要求。
分析子板铣板及母板开槽,主要由子板定位方式、芯板开槽定位方式、铣机、铣板参数、叠板厚度等因素影响。铣机由机器本身性能及日常保养维护决定,工艺性不强。而铣板参数及叠板厚度,设置已较常规设置优化,在充分考虑生产效率的情况下,此处亦可不作为研究重点;因此,重点研究定位方式对铣板的改善。
4.1.1 不同定位方式优缺点分析(表2)
从表2可知,铣板与铣槽时采用5孔定位方式要好于3孔定位方式。

4.1.2 定位方式对比
对比测试分别采用3孔(图4)、5孔(图5)定位方式铣板,测量铣板后外形尺寸数据与理论值对比,其数据对比如图6.



4.1.3 不同定位方式能力分析
按±0.076 mm(±3 mil)控制公差对比3孔定位与5孔定位的能力,见表3.
从表3的能力分析可知,3孔定位方式铣板外形尺寸存在超差现象,说明铣板控制较差;而采用5孔定位方式铣板,铣外形尺寸均满足上下限要求。按±0.075 mm(±3 mil)公差计算CPK,5孔定位的CPK为0.598,3孔定位的CPK为0.242,说明5孔定位的铣外形能力明显优于3孔定位铣外形能力。因此,铣槽设计5孔定位方式要优于3孔定位方式。

4.1.4 铣机、钻机能力分析
设计一组试验验证,在板面分别采用铣机、钻机钻出一定数量孔,测试两种设备钻孔的孔位,对比结果如表4.

通过对比测试,钻机钻出的孔位明显优于铣机钻出的孔位,因此,设计子板单元内定位孔采用钻机钻孔定位。
4.2 板面流胶控制研究
4.2.1 流胶影响因素分析
通过局部混压工艺,子板通过母板开槽的方式将子板嵌入,子板的一面接触P片,另一面作为外层;压合过程中,半固化片高温高压下固态树脂胶熔融成液态流动,产生的流胶在受压作用下填充至混压交界位缝隙的同时,会有余胶溢流至交界位表面(如图7),但溢流至板面的残胶又不能太少或太多:太少会造成交界位缝隙处填胶不足,出现空洞异常现象;太多则会出现后续加工板面残胶无法去除干净,沉铜电镀包覆后会存在电镀层分离异常现象;因此,如何控制板面流胶是局部混压工艺的关键制作难点。

分析影响表面流胶的主要影响因素有以下几点:
(1)子母板开槽匹配补偿方式(子母板开偿缝隙宽度补偿大小等设计);
(2)子板设计;
(3)压板参数流胶控制(材料升温速率、转压点,高压等需符合材料要求);
(4)层压阻胶压板方式(如阻胶材料选用及排板方式等)。
针对以上影响因素,为改善局部混压板层压后表面残胶控制,设计试验进行分析:
4.2.2 实验目的及物料准备
(1)实验目的
①评估子母板开槽尺寸匹配补偿对表面残胶的影响;②评估层压参数及阻胶材料对残胶的影响;③评估子板设计(如边缘刮铜与不刮铜设计);④找出影响残胶的主要影响因素,并达到解决表面残胶问题。
(2)实验物料(表5)

4.2.3 实验设计
试验设计选用8层局部混压板作为实验样板,层叠设计如下(图8);在12层局部混压结构板设计基础上进行子母板开槽尺寸匹配补偿研究,层压参数,阻胶材料等对表面溢胶效果研究,同时对比子板边缘刮铜与不刮铜设计方式,找出影响残胶的主要影响因素并改善板面流胶。

(1)子母板开槽尺寸匹配补偿实验设计
理论设计三种子母板交界位缝隙宽度补偿(表6):单边0.05 mm(2 mil)、单边0.075 mm(3mil)、单边0.10 mm(4 mil);即设计母板开槽尺寸比子板外形尺寸单边大0.05 mm(2 mil),单边大0.075 mm(3 mil),单边大0.10 mm(4 mil),共三种匹配设计。

(2)压板方式阻胶材料实验设计
阻胶材料的作用主要是在压板过程中,有效缓冲并阻止过多的树脂溢流至板面;该类材料需要直接接触板面,同时压板过程中阻胶材料又不能影响板面表观品质,因此,阻胶材料需要具有表面光滑、耐高温、并具有一定缓冲能力及密封附着性能等。目前的阻胶材料主要有铜箔和离型膜,辅助缓冲材料又有铝片和硅胶片等材料;为找出不同阻胶材料对子板残胶的影响,分别设计采用铜箔、铝片+离型膜、硅胶片+离型膜、硅胶片+铝片+离型膜作为阻胶材料排板方式,设计不同排板方式如下(表7)。

(3)子板刮铜设计
考虑到铜面子板铣板,边缘可能存在披锋或粗糙,因此设计一组子板边缘刮铜试验如表8.

版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- VCC,VDD,VEE,VSS在电源原理图中有什么区别?2024/4/26 17:36:58
- 低压配电系统设计规范_低压配电系统设计注意事项2024/4/26 17:33:06
- 什么是BMS?电池管理系统(BMS)到底在管理哪些东西?2024/4/25 17:32:18
- 离心机的种类是什么2024/4/24 17:43:40
- 电路仿真软件哪个比较好?2024/4/23 17:50:46

- 英特尔数据存储如何操作和实现
- 什么是微动开关_微动开关有什么用_微动开关使用方法
- VCC,VDD,VEE,VSS在电源原理图中有什么区别?
- 低压配电系统设计规范_低压配电系统设计注意事项
- xEV 主逆变器电源模块中第四代 SiC MOSFET 的短路测试
- 光耦详细应用教程
- 定义绝缘耐久性评估的电压脉冲测试要求
- 采用沟槽MOS结构,使存在权衡关系的VF和IR相比以往产品得到显著改善 ROHM推出实现业界超快trr的100V耐压SBD“YQ系列”
- NOVOSENSE - 纳芯微推出车规级温湿度传感器NSHT30-Q1,助力汽车智能化发展
- Keysight - EV 电池设计创新:扩大续航里程、延长电池寿命


