





锂电池极片辊压工艺基础解析
出处:OFweek 锂电网 发布于:2017-06-28 15:02:12
极片制造一般工艺流程为:活性物质,粘结剂和导电剂等混合制备成浆料,然后涂敷在铜或铝集流体两面,经干燥后去除溶剂形成极片,极片颗粒涂层经过压实致密化,再裁切或分条。辊压是极片常用的压实工艺,相对于其他工艺过程,辊压对极片孔洞结构的改变巨大,而且也会影响导电剂的分布状态,从而影响电池的电化学性能。为了获得化的孔洞结构,充分认识和理解辊压压实工艺过程是十分重要的。
辊压工艺基本过程
工业生产上,池极片一般采用对辊机连续辊压压实,如图1所示,在此过程中,两面涂敷颗粒涂层的极片被送入两辊的间隙中,在轧辊线载荷作用下涂层被压实,从辊缝出来后,极片会发生弹性回弹导致厚度增加。因此,辊缝大小和轧制载荷是两个重要的参数,一般地,辊缝要小于要求的极片终厚度,或载荷作用能使涂层被压实。另外,辊压速度的大小直接决定载荷作用在极片上的保持时间,也会影响极片的回弹,终影响极片的涂层密度和孔隙率。
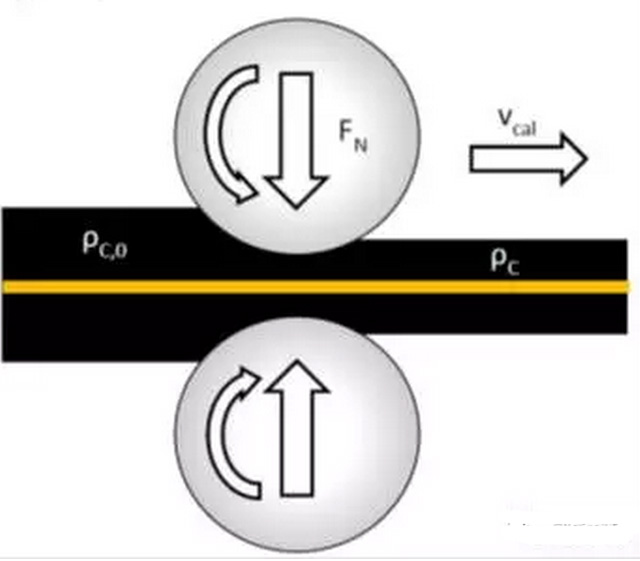
图1 极片辊压过程示意图
在轧制速度Vcal下,极片通过辊缝时,线载荷可由式(1)计算:
其中,qL为作用在极片上的线载荷,FN为作用在极片上的轧制力,Wc为极片涂层的宽度。
辊压过程极片微观结构的演变
通过辊缝,极片被压实,涂层密度由初始值ρc,0变为ρc。压实密度ρc可由式(2)计算:
其中,mE为单位面积内的电极片重量,mC为单位面积内的集流体重量,hE为电极片厚度,hC为集流体厚度。而压实密度与极片孔隙率相关,物理上的涂层孔隙率εc,ph可由式(3)计算,其含义为颗粒内部的孔隙和颗粒之间的孔隙在涂层的体积分数:
其中,ρph为涂层各组成材料平均物理真密度。
在实际的辊压工艺中,随着轧制压力变化,极片涂层压实密度具有一定规律,图2为极片涂层密度与轧制压力的关系。
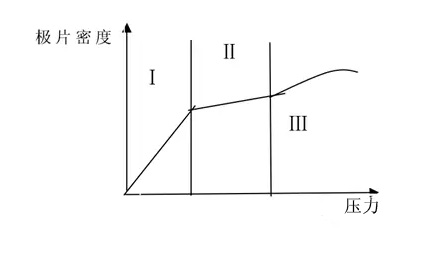
图2 极片涂层密度与轧制压力的关系
曲线 I 区域,为阶段。此阶段压力相对较小,涂层内颗粒产生位移,孔隙被填充,压力稍有增加时,极片的密度快速增加,极片的相对密度变化有规律。
曲线 II 区域,为第二阶段。此阶段压力继续增加,极片经压缩后,密度已增高。孔隙已被填充,浆料颗粒产生了更大的压实阻力。压力再继续提高,但极片密度增加较少。因此时浆料颗粒间的位移已经减少,颗粒大量的变形还没开始。
曲线 III 区域,为第三阶段。当压力超过一定值后,压力增加极片密度也会继续增加,随后又逐渐平缓下来。这是因为当压力超过浆料颗粒的临界压力时,颗粒开始变形、破碎,颗粒内部的孔隙也被填充,使极片密度继续增大。但当压力继续增加,极片密度的变化逐渐平缓。
实际极片轧制过程的情况十分复杂。在阶段,粉末体的致密化虽然以浆料颗粒的位移为主,但同时也有少量的变形。在第三阶段,致密化以浆料颗粒的变形为主,同时也会存在少量位移。
另外,由于正负极材料本身性质差异,正负极极片辊压过程微观结构变化也不相同。正极颗粒材料硬度大,不容易产生变形,而石墨负极硬度小,压实过程会发生塑性变形,如图3所示。中等程度的压实会减轻石墨的塑性变形量,锂离子嵌入和脱出阻力更小,电池循环稳定性更好。而载荷过大可能导致颗粒破碎。正极极片中由于活性物质导电性很差,与负极相比,辊压过程引起导电剂分布变化对电子传导影响更明显。
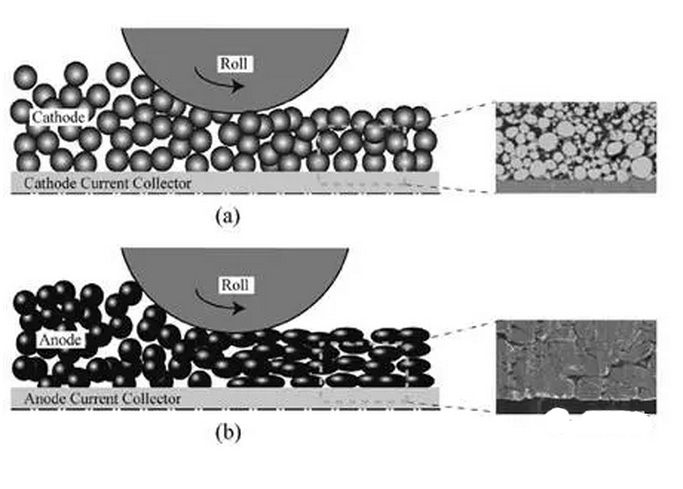
图3 正负极极片辊压颗粒位移和变形示意图
压实密度对电化学性能的影响
在电池极片中,电子传导主要通过,而锂离子传导主要通过多孔结构中的电解液相进行,电解液填充在多孔电极的孔隙中,锂离子在孔隙内通过电解液传导,锂离子的传导特性与孔隙率密切相关。孔隙率越大,相当于电解液相体积分数越高,锂离子有效电导率越大。而电子通过活物质或碳胶相等固相传导,固相的体积分数,迂曲度又直接决定电子有效电导率。孔隙率和固相的体积分数是相互矛盾的,孔隙率大必然导致固相体积分数降低,因此,锂离子和电子的有效传导特性也是相互矛盾的。
一方面,压实极片改善电极中颗粒在之间的接触,以及电极涂层和集流体之间的接触面积,降低不可逆容量损失接触内阻和交流阻抗。另一方面,压实太高,孔隙率损失,孔隙的迂曲度增加,颗粒发生取向,或活物质颗粒表面粘合剂被挤压,限制锂盐的扩散和离嵌入/脱嵌,锂离子扩散阻力增加,电池倍率性能下降。
辊压工艺参数的影响规律
前面提到辊压工艺直接决定极片的多孔结构,而线载荷、速度等辊压工艺参数对极片微观结构到底有什么样的影响呢?德国布伦瑞克工业大学研究人员Chris Meyer等做了相关的研究。
他们研究发现,锂离子电池极片的压实过程也遵循粉末冶金领域的指数公式(4),这揭示了涂层密度或孔隙率与压实载荷之间的关系。
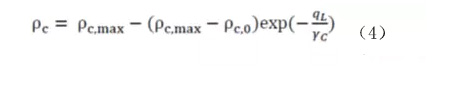
其中,和可以通过实验数据拟合得到,分别表示某工艺条件下涂层能够达到的压实密度以及涂层压实阻抗。
表1 实验用正负极极片参数
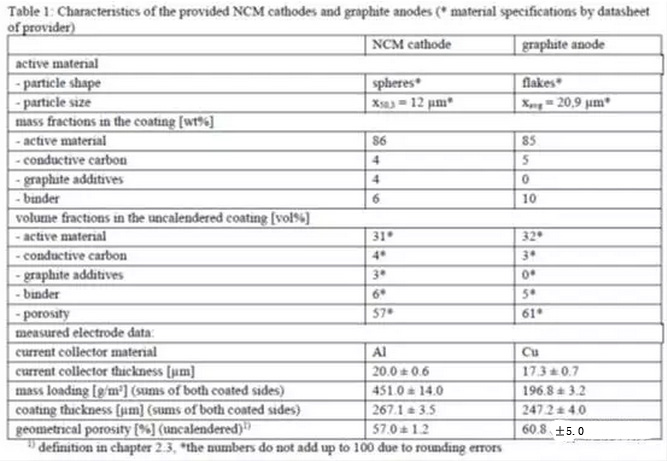
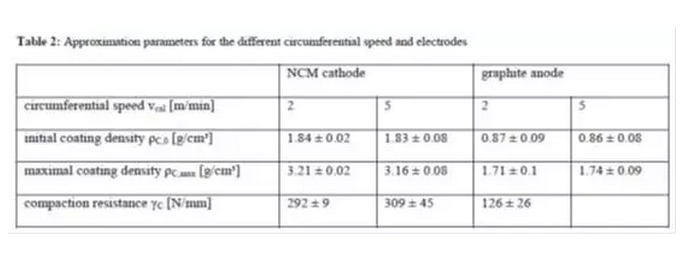
研究者对表1中所示NCM三元正极极片和石墨负极极片进行辊压实验,研究辊压工艺参数对极片涂层密度和孔隙率的影响规律。根据材料物理真密度计算,当孔隙率为0%时,正极涂层密度应该为4.3 g/cc,负极涂层密度应该为2.2 g/cc。而实际上根据实验数据拟合得到了参数(见表2)表明正极涂层达到的密度约3.2 g/cc,负极约为1.7 g/cc。
图4是辊压线载荷和正负极极片涂层密度的关系,不同的载荷和辊压线速度条件下采集实验数据点,然后采用指数方程(4)对数据进行拟合,得到相应的方程拟合参数,列入表2中。表示为涂层的压实阻抗,较低值表明随着线载荷增加,涂层密度能够较快达到值,而较高的阻抗值表明涂层密度较慢达到值。从图4和表2中可见,辊压速度对涂层密度影响较小,较小的速度导致涂层密度略微增加。另外,正负极极片的压实过程差异大,正极极片压实阻抗大约为负极的一倍多,这是由于正负极材料特性差异引起的,正极颗粒硬度大,压实阻抗大,而负极颗粒硬度小,压实阻抗小,更容易辊压压实。
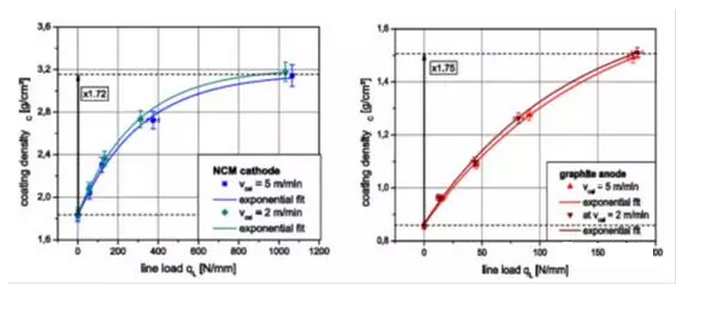
图4 线载荷与正负极极片涂层压实密度的关系
表2 不同辊压工艺条件下拟合得到的参数值
此外,从孔隙结构角度分析辊压工艺的影响。电池极片涂层的孔隙主要包含两类:颗粒材料内部的孔隙,尺寸为纳米-亚微米级;颗粒之间的孔隙,尺寸为微米级。图5是不同辊压条件下正负极极片中孔径分布情况,首先很明显可以看到极片压实可以减小孔径尺寸并降低孔隙含量。随着压实密度增加,与正极相比,负极孔径尺寸更明显降低,这是由于负极涂层压实阻抗低更容易被辊压压实。同时数据表明辊压速度对孔隙结构的较小。
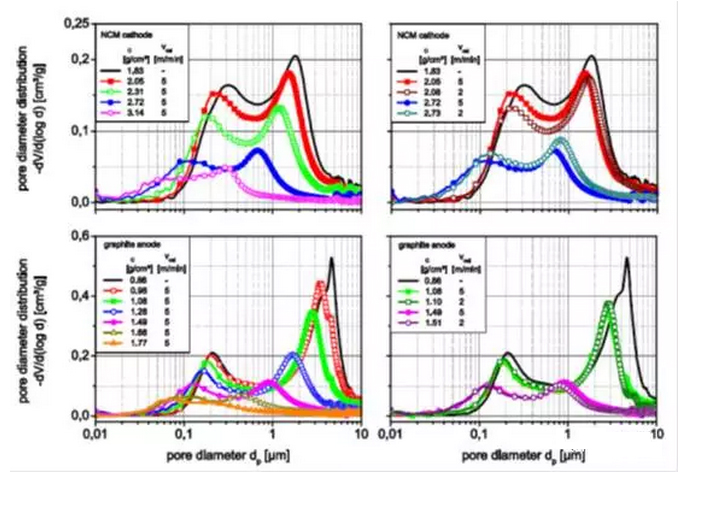
图5 不同辊压条件下孔径分布
从涂层的孔隙率角度考虑,辊压线载荷与涂层孔隙率之间也可以通过指数方程拟合得到规律,图6是线载荷与正负极极片涂层孔隙率的关系,不同的线载荷作用下对正负极极片进行辊压,通过物理真密度计算孔隙率、同时也通过实验测量涂层的孔隙率,得到的数据点作图并进行线性拟合,结果如图6所示。
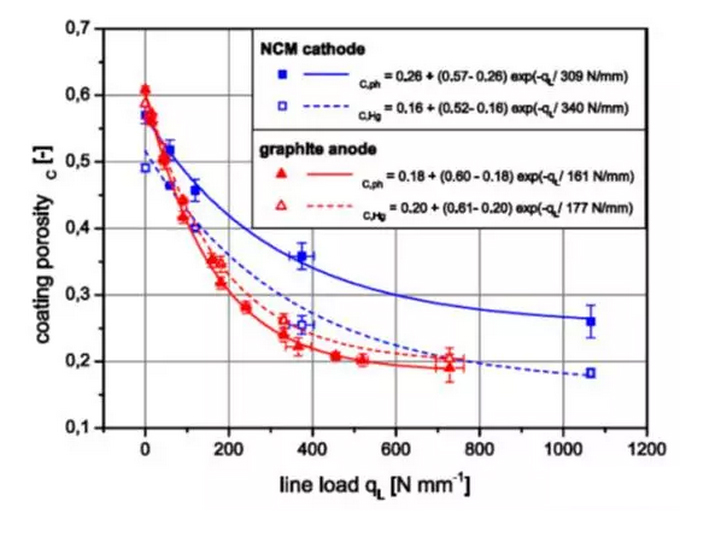
图6 线载荷与正负极极片涂层孔隙率的关系
辊压工艺对锂电池极片微观结构影响巨大,特别是对多孔结构,因此,辊压工艺强烈影响电池性能。总之,在锂电池技术研究与开发中,我们同样需要特别关注制造工
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- 什么是GaN 器件外延2024/4/25 16:20:53
- ofdm是什么?ofdm是什么意思?2024/4/24 17:46:38
- 隔离变压器的特点与作用2024/4/8 17:20:17
- lms算法基本思想及原理2024/3/26 18:00:07
- LM393比较器工作原理2024/3/25 17:27:43

- 英特尔数据存储如何操作和实现
- 什么是微动开关_微动开关有什么用_微动开关使用方法
- VCC,VDD,VEE,VSS在电源原理图中有什么区别?
- 低压配电系统设计规范_低压配电系统设计注意事项
- xEV 主逆变器电源模块中第四代 SiC MOSFET 的短路测试
- 光耦详细应用教程
- 定义绝缘耐久性评估的电压脉冲测试要求
- 采用沟槽MOS结构,使存在权衡关系的VF和IR相比以往产品得到显著改善 ROHM推出实现业界超快trr的100V耐压SBD“YQ系列”
- NOVOSENSE - 纳芯微推出车规级温湿度传感器NSHT30-Q1,助力汽车智能化发展
- Keysight - EV 电池设计创新:扩大续航里程、延长电池寿命


