





基于多普勒激光测量仪原理简析及应用
出处:QBLAJI 发布于:2009-07-09 10:33:15
一、简 述
LSV系列多普勒激光测量仪是德国POLYTEC公司的产品,在济钢中厚板厂得到较好的应用。该激光测量仪根据多普勒光谱的测量原理,具有测量高,维护简单的特点。根据现场的实际情况,安装在辊道的侧面,对在线钢坯进行速度和长度检测,避免短尺钢坯造成的改判率,提高了企业的效益。它属非接触测量,具动态响应快、空间分辨率高、测量范围大等优点,在测量领域有广阔的应用前景。
二、系统组成
1、硬件组成
多普勒激光测速和测长系统主要由以下部件组成:光学传感器组件一套,LSV系统控制器一套,传感器探头及移动架一套,数据传输线一根,上位机一台,电气控制柜一台,水冷及空气吹扫组件一套。
2、软件架构
2.1 软件构成
本系统的上位机操作系统为WINDOWS 2000;编程软件是Visual C++.NET,C++语言的编程环境(IDE Integrated Development Environment),具有相同的基本数据库类型和用户定义类型以及类和接口,实现了不同语言的交互,大大简化应用程序开发,提高编程效率;数据库的设计采用SQL Server 2000,具有丰富的图形化管理工具,动态自动管理和优化功能,丰富的编程接口工具,具有很好的伸缩性,可靠性,管理方式简单。
2.2 人机交互界面HMI
启动PC机,进入WINDOWS 2000界面,在HMI的桌面是有两个快捷键,LSV6200用于设置激光测量仪的内置参数,监控测量数据的状态图;LSVSETUP用于运行HMI测量长度显示及报警信息画面,同时具有数据信息存储功能。
(1)主画面:显示测量长度及钢坯模拟图示。右上角的报警信息:绿色为正常,红色为报警,说明此时激光探头的温度过高或激光器本身出现了问题(电压波动或电磁干扰等)。报警时激光器不再进行测量工作。
(2)参数配置:可以输入钢板信息如班别,钢种,标准长度,批号等。
(3)历史浏览:可查看历史数据。
三、测量原理分析
多普勒激光测量仪是采用非接触传感器测量钢坯速度和长度的仪器,向板坯表面发射两束相交的激光,产生光干涉现象,形成多普勒效应。干涉条纹的移动速度与物体通过两束激光的交点的速度成正比, 大多数使用的装置并不含参考光,而是将两束等强度的光聚焦并相交在测量点处。通过接收光谱,记录干涉条纹的移动速度,就可以地确定钢坯的移动速度。激光测量的度达到±0.02%,在速度为0.1m/min时的测量达到±0.02mm/min。
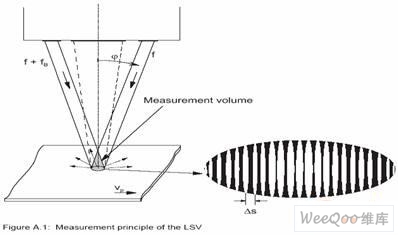
图1 LSV激光器测量原理
LSV激光传感器的工作运用了多普勒激光微分的基本理。多普勒激光二极管的光束被分成两个分开的光束打到被测的物体表面,形成了一个由等距为ΔS的黑亮条纹间隔的三维空间(测量体积)。 当一个粒子通过条纹图形时,对它返回来的亮度进行信号调制。
1、条纹间隔
条纹间隔ΔS是一个系统常数,它依赖于激光的波长λ和两条激光束的夹角2φ。

传感器上的光电检测器产生一个交流信号,多普勒频率fD与测量方向的速度分量VP的比例公式为:

fD----多普勒频率; VP----测量方向上的速度分量;ΔS----测量体积内的条纹间隔
条纹间隔ΔS表示了速度和长度测量的标准具(其上具有两面可以调节的平行反射镜)。它能准确的测量到每个传感器头并打印到识别标签上去。在配置LSV控制器时条纹间距存储到闪存中作为标准因数,因此它是一个计算测量值的基准,如果传感器头更换时,必须通过LSV软件重新设置新的条纹间距。
2、偏移量的计算
LSV运行在外差法的模式,即一条激光束被移动一个40MHZ的偏移量。因此测量体积中的条纹对应相应的速度移位到偏移频率fB。它这样可能检测到物体的运动方向并且从速度为零开始测量。在外差法中合力调制频率fmod如下式:

LSV控制器中调制频率由傅立叶变换计算得出,换算成速度分量VP的测量值。控制器的另外功能是可以运用积分原理进行长度测量。LSV一般用于过程控制系统中,作为一个智能传感器用于速度和长度的测量,可以实现用户自定义接口。
3、LSV传感器的光学配置

图2 LSV传感器组成
如上图所示,从激光二极管发出的稳定波长的光束通过布拉格单元被分成强度相等的两个光束,其中的一条光学频率被移位到40MHZ。光束分离器将两条光束分隔成两个空间。用三个棱镜在一定的距离内将两束光调整通过。从测量物体散射回来的光通过接收光学装置和对焦距到光学检测器上,从这里检测信号被传送到控制器进行测量。
四、在线钢坯的测量及常见问题分析
4.1 测量实例

图3 测量仪HMI主画面

图4 钢坯在线测量速度、长度曲线显示
在主画面上(图3)可以的显示出钢坯的测量长度,到10-4m。上图4为在线测量长度大约为3米的钢坯的连续测量波形[2],通过速度和长度的关联及比较,可以十分清楚的知道当前钢坯的测量趋势以及相应的辊道速度。还可以利用不同的游标查看曲线上每两个点之间的距离及速度偏差。而一般的测量方法是用钢卷尺进行人工测量,而且必须在钢坯停止的状态下进行,冷料的时候还可以,如果是热料人工就无法靠近进行测量了。一般工业用的钢卷尺是II级,只到10-2m。无论从等级上,还是适应快速的生产节奏方面多普勒激光非接触式测量仪都有其明显的优越性。
4.2 常见问题及解决方法
(1)该测量仪的信号处理器与传感器探头之间的连接只有一根特制电缆,该电缆为多芯电缆,进行检测信号的传输和给探头供电。因此对外界的抗干扰性要求特别严格,供电电源要有可靠的接地,避免周围出现强电干扰。
(2)传感器探头使用时间长容易生热,因此,必须保证水冷和空气吹扫的效果。一般探头温度要≤35℃,否则系统报警自动关闭激光。
(3)多普勒激光测量仪是在线、连续、非接触式测量,因此在辊道上运输的钢坯要有一定的间隙,至少2mm 以保证系统能够分辨出是不同的钢坯测量。
五、设备安装位置的方案确定
多普勒激光测速仪在轧钢厂应用较广,一般而言,激光测速仪可安装在钢坯的上方、下方或两侧。若仪器装在钢坯上方,钢坯宽面热辐射太强,冷却压力大,一旦测速仪安装在上方固定时,就会影响钢坯的生产。仪器安装在钢坯下面也存在热辐射问题,还有废料下落,污染镜头,清洁镜头也会耽误生产。测速仪安装在钢坯侧面,镜头安装在一个移动的可控制的加速平台上,它能随钢坯的宽度变化而移动,从而避免高温辐射,降低了仪器的安装成本,减少了对生产影响。
激光测量设备安装位置的确定还要考虑几个因素。首先要考虑设备外壳出口处于高温的恶劣环境中,测量设备必须有良好的保护措施,能承受这种恶劣环境;其次要考虑到测量设备的安装不能影响其它设备的运行。因此,建议激光测量设备应安装在辊道外侧。
六、结束语
多普勒激光测量系统与钢坯没有接触,测量仪的维修率低,对钢坯的工作没有影响,能测量板坯长度和速度,激光测量系统测量的灵敏度高,解决了钢坯长度不准的问题。同时,该系统具有兼容功能较高的接口组件,可以根据实际使用情况同时或随意的选择多种独立的接口组件通过内部数据和地址总线实时的传递测量值,可以与企业的自控系统实现接口通讯,数据共享。该系统安装简单,维护方便,检测高,提高了轧制钢板的成材率,每年可节约改判损失200万元,在同行业很好的推广价值。
版权与免责声明
凡本网注明“出处:维库电子市场网”的所有作品,版权均属于维库电子市场网,转载请必须注明维库电子市场网,https://www.dzsc.com,违反者本网将追究相关法律责任。
本网转载并注明自其它出处的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品出处,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
- 雷达液位计概述、工作原理及特性2024/4/28 17:12:24
- 升压转换器的静态和关断电流之间的差异2024/4/28 16:58:42
- xEV 主逆变器电源模块中第四代 SiC MOSFET 的短路测试2024/4/26 17:31:11
- 定义绝缘耐久性评估的电压脉冲测试要求2024/4/26 16:36:19
- Keysight - 是德科技联合 ETS Lindgren 推出创新 NB-NTN OTA 测试解决方案2024/4/25 15:59:02



